Le système de construction adopté sur les presses à bâti en arcade à double bielle est celui des arbres excentriques à rotation opposée.
La presse peu jusqu'a 30 t force d'etampage tourner avec un vitesse de 90 - 250 coups / min

Exzenterpresse 50 t mit integriertem Servo-Walzenvorschub

Dank der Exzenterwellen mit entgegengesetzter Drehung kann durch eine einzelne oder doppelte Untersetzung der Schrägzähne, eine optimale Ausgleichung der bewegten Massen erzielt werden; dadurch wird ein asymmetrischer Verschleiß der Schlagkolbenführungen vermieden.
Die großzügigen Abmessungen der Arbeitsflächen und der Durchgänge zwischen den Ständern bei den Zweiständer-Exzenterpressen mit Ein-Pleuelstange, garantiert eine hohe Flexibilität bei der Anwendung vor allem beim Gebrauch von Stufenwerkzeugen.
Die Entwicklung dieses Pressentyps wurde auch dank des Einsatzes von Verriegelungen, Produktionsinseln und anderen technischen Kunstgriffen erlangt, die dazu dienen , die Stanzformen und die Werkstücke selbst schnell zur Verfügung zu stellen und auszuwechseln.
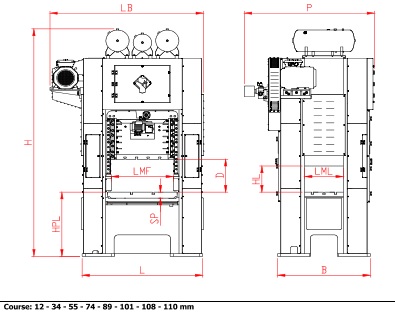
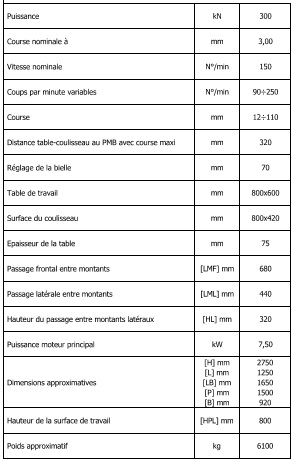
Technische Daten der Exzenterpressen:
| |
| |
COURSE VARIABLE AVEC CHANGEMENT DE COURSE AUTOMATIQUE
La variation des courses s’effectue depuis un clavier, avec écran d’affichage. Elle permet d’effectuer le changement de course de manière totalement automatisée. Il suffit de sélectionner la course voulue et la presse réalise le réglage qui s’impose. Au terme de l’opération, l’écran affiche la nouvelle course et la “distance plan-masse au P.M.B.” ou le déplacement partiel.
La position du réglage du coulisseau est affichée en temps réel et avec une précision de l’ordre d’un dixième de millimètre. Le système règle simultanément la came pour obtenir un arrêt correct du coulisseau au P.M.H. |
|
|
| |
COURSE VARIABLE A CONTROLE NUMERIQUE
Permet d’effectuer simultanément, de manière totalement automatique, le changement de course, le réglage de la masse, la définition de la vitesse de régime et le réglage de la came (pour un arrêt correct du coulisseau au P.M.H.). Le réglage du coulisseau est précis au dixième de millimètre et est affiché en temps réel.
Les réglages s’effectuent depuis un clavier avec écran d’affichage ou d’un écran muni du système “touchscreen”. Il suffit de rappeler le code du moule et la presse réalise les réglages voulus.
Les données sont insérées à l’aide d’un programme simple qui affiche les valeurs possibles selon le réglage. |
|
|
| |
BARRIERES OPTOELECTRONIQUES
CElles autorisent des conditions de travail optimales en répondant aux critères de sécurité active les plus élevés. Les barrières optoélectroniques permettent des opérations de chargement-déchargement des pièces plus rapides et une réduction des temps d’accès à la zone de travail. |
|
|
| |
COUSSINET SERRE-TÔLES
De type pneumatique ou hydropneumatique. Il est logé dans la base de la presse et est essentiellement utilisépour l’éjection ou l’emboutissage des produits particuliers de l’élaboration. |
|
|
| |
EXTENSOMETRES
Grâce à un système de contrôle des ensions structurales, ces dispositifs ermettent de détecter les zones dumoule sûbissant les plus fortes contraintes au cours d’un cycle de travail. L’interprétation de ces donnéesautorise une gestion plus rationnelle des paramètres de réglage du processus de production et permet ausystème de contrôle électronique de la machine d’intervenir à temps si ces paramètres ne rentrent pas dans
les normes.
|
|
|
| |
INSTALLATION RAPIDE DES MOULES
L’obligation de réduire toujours plus les temps morts dus au montage/démontage a imposé l’utilisation de systèmes de blocage et d’installation des moules garantissant leur maintien parfait dans la position prédéfinie tout au long du cycle de production ainsi que leur remplacement rapide au terme de celui-ci. |
|
|
| |
PLANS MOBILES
Les caractéristiques de ces plans mobiles, simples et doubles, facilitent et accélèrent les opérations demontage et démontage du moule. |
|
|
| |
ASSERVISSEMENT
Un système flexible, répondant aux exigences productives du client, requiert l’application de groupesd’alimentation et de transfert qui accompagnent la presse. |
|
|
 DE
DE DE
DE EN
EN FR
FR IT
IT